
Штабелированный фильтр-пресс VSPF








Штабелированный фильтр-пресс VSPF
Особенности оборудования
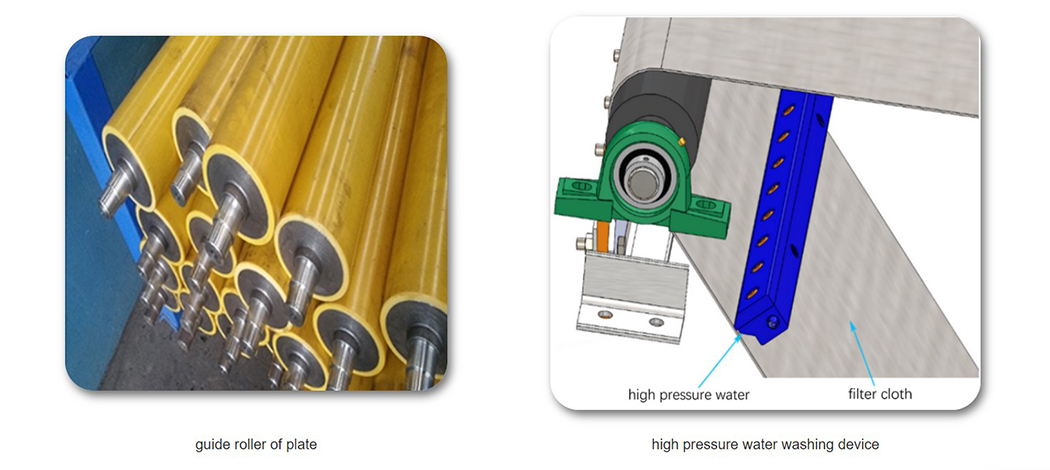
используйте штабелированную структуру для пластин, используйте вспомогательное направляющее устройство, чтобы сделать работу более стабильной.
● Объедините фильтрацию, экструзию, промывку, сушку воздухом, выгрузку кека и стирку ткани вместе.
● Давление экструзии до 1,6 МПа, широко используется в областях с различными требованиями к влажности кека.
● 4.Используйте систему управления гидравлическим приводом, чтобы обеспечить стабильную работу и низкое энергопотребление.
● Объединение ПЛК, ЧМИ, системы управления приборами и т. д. делает фильтр более эффективным и простым.
● Используйте устройство для очистки водой под высоким давлением, чтобы сделать стирку ткани более эффективной.
● Конструкция с круглой камерой, более рациональная структура, более заметная эффективность.
Принцип работы
1、Фильтрация: когда группа пластин закрыта, перекачивайте шлам на фильтр, используйте распределенный шланг для подачи шлама в каждую камеру для шлама, и фильтрат проходит через ткань в фильтрующую раму и выгружается наружу, твердое вещество образует осадок на поверхности ткани.

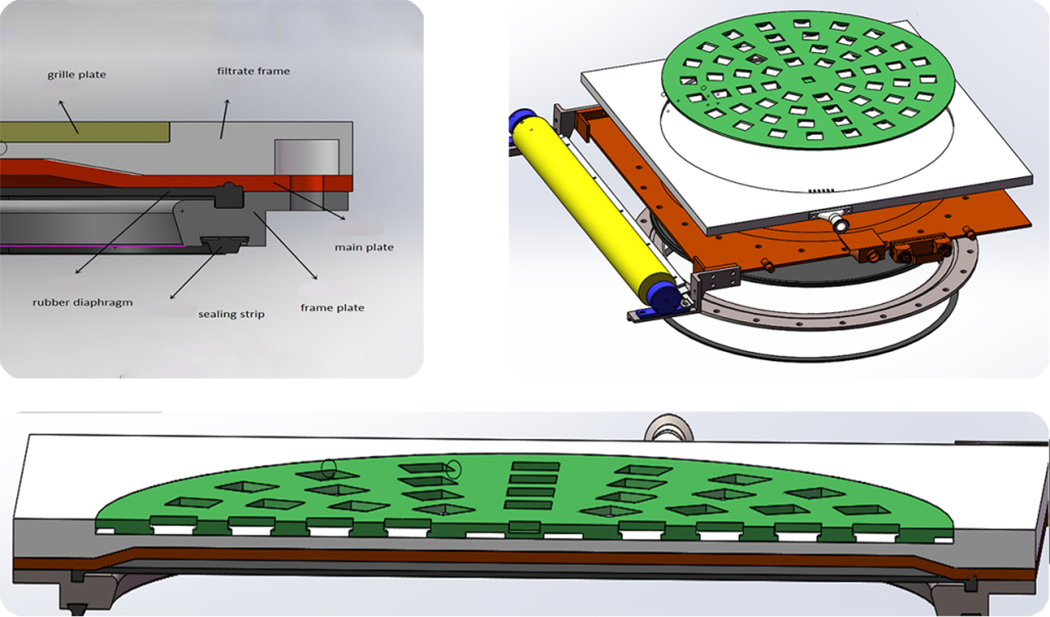
2. Экструзия: вода под высоким давлением подается в верхнюю камеру резиновой диафрагмы, заставляя диафрагму расширяться и выдавливать лепешку, и жидкость будет выдавливаться из лепешки.

3. Промывка жмыха: промывочная вода подается в шламовую камеру через распределенную крышку шланга на жмыхе полностью, под давлением вода для промывки проходит через жмых и ткань для сброса.

4. Воздушная сушка: сжатый воздух через распределенный шланг подается в шламовую камеру и прижимается к резиновой диафрагме, вода под высоким давлением в резиновой диафрагме выходит наружу, а сжатый воздух проходит через лепешку и выводит жидкость, чтобы уменьшить влажность лепешки до самый низкий уровень.

5. Выгрузка жмыха: по завершении процесса сушки воздухом откройте группу пластин, система привода заставляет ткань двигаться, и жмых выгружается с двух сторон фильтра одновременно.
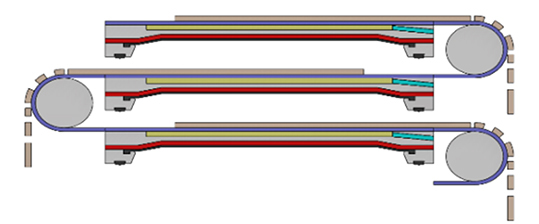
Примечание: пожалуйста, в соответствии с реальными условиями использования, чтобы отрегулировать время процесса экструзии и воздушной сушки.
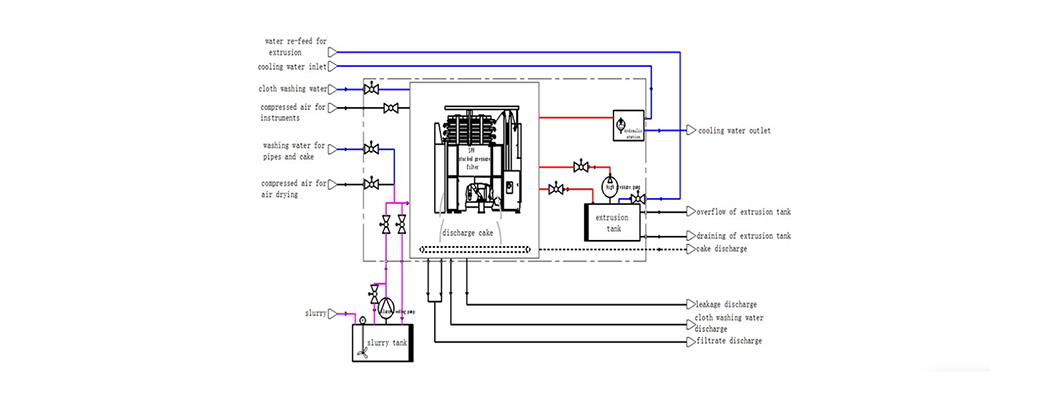
Диаграмма процесса
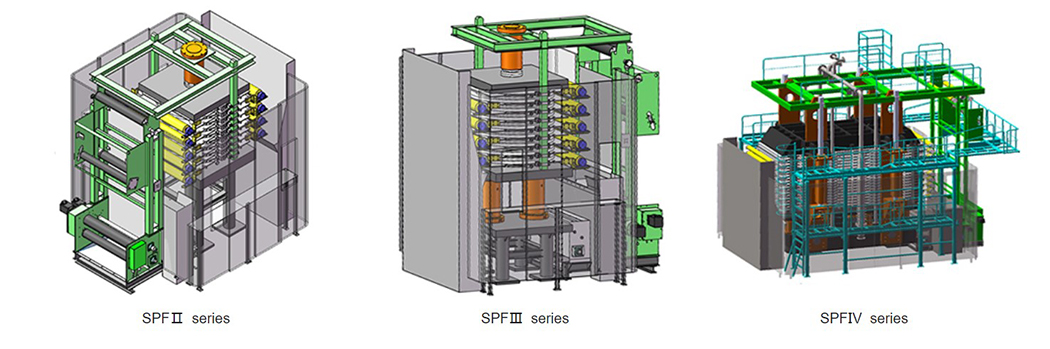
Серия оборудования
Техническая спецификация
| Модель/VSPF Ⅰ | VSPFⅠ-1 | VSPFⅠ-2 | VSPFⅠ-3 |
| Площадь фильтра/м2 | 1 | 2 | 3 |
| Размер плиты/мм | 0,5 м2/слой | ||
| Количество пластин/слой | 2 | 4 | 6 |
| Длина/м | 2,5 | ||
| Ширина/м | 1,5 | ||
| Высота/м | 2 | 2.2 | 2,5 |
| Вес/т | 8 | 9 | 10 |
| Мощность гидравлической станции/кВт | 7,5 | ||
| Напор экструзионного насоса/м | 167 | ||
| Производительность экструзионного насоса, м3/h | 8 | ||
| Мощность экструзионного насоса/кВт | 7,5 | ||
Данные о вспомогательном оборудовании
| Напор насоса для промывки труб/м | 70 | ||
| Производительность насоса для промывки труб, м3/ч | 10 | ||
| Напор насоса для стирки ткани/м | 70 | ||
| Производительность насоса для стирки белья, м3/ч | 10 | ||
| Напор насоса подачи навозной жижи/м | 70 | ||
| Производительность насоса подачи шлама м3/ч | По данным навозной жижи на выбор | ||
| Давление сушки на воздухе/МПа | 0,8 | ||
| Расход воздушного компрессора для осушения воздуха м3/мин | 0,5 | 1 | 1,5 |
| Объем резервуара для сушки воздуха/м3 | 1 | 2 | 3 |
| Давление воздуха для приборов/МПа | 0,7 | ||
| Расход воздушного компрессора для инструментов, м3/мин | 0,3 | ||
| Объем воздушного резервуара КИП/м3 | 0,5 | ||
| Примечание: размер контура оборудования является основным размером, а не размером деталей, поэтому этот размер только для справки.Разный материал пластины, фильтр будет иметь разную высоту и вес.Данные о вспомогательном оборудовании приведены только для справки, они будут меняться в зависимости от производительности фильтра в различных шламах. | |||
Техническая спецификация
| Модель | ВСПФⅡ-3 | ВСПФⅡ-6 | ВСПФⅡ-9 | ВСПФⅡ-12 | ВСПФⅡ-15 | ВСПФⅡ-18 | ВСПФⅡ-21 | ВСПФⅡ-24 |
| площадь фильтра/м2 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 |
| размер пластины/мм | 1,5 м2/слой | |||||||
| пластина Кол-во/слой | 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 |
| длина/м | 3,7 | |||||||
| ширина/м | 4.1 | |||||||
| высота/м | 2,6 | 2,8 | 3.2 | 3,7 | 4.2 | 4.6 | 5.1 | 5,5 |
| вес/т | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| мощность гидравлической станции/кВт | 11 | |||||||
| Напор экструзионного насоса/м | 28 | |||||||
| Производительность экструзионного насоса м3/ч | 136 Примечание: если давление экструзии превышает 1,3 МПа, эти данные равны 164. | |||||||
| Мощность экструзионного насоса/кВт | 11 Примечание: если давление экструзии превышает 1,3 МПа, эти данные равны 15. | |||||||
Данные о вспомогательном оборудовании
| Напор насоса для промывки труб /м | 68 | |||||||
| Производительность насоса для промывки труб, м3/h | 20 | |||||||
| Напор насоса для стирки ткани/м | 70 | |||||||
| Производительность насоса для стирки ткани, м3/h | 12 | |||||||
| Напор насоса подачи навозной жижи/м | 70 | |||||||
| Производительность насоса подачи шлама, м3/h | По данным навозной жижи на выбор | |||||||
| Давление сушки на воздухе/МПа | 0,8 | |||||||
| Расход воздушного компрессора для осушения воздуха м3/мин | По данным навозной жижи на выбор | |||||||
| Объем резервуара для сушки воздуха/м3 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Давление воздуха для приборов/МПа | 0,7 | |||||||
| Расход воздушного компрессора для приборов м3/мин | 0,5 | |||||||
| Объем воздушного резервуара приборов/м3 | 1 | |||||||
| Примечание: размер контура оборудования является основным размером, а не размером деталей, поэтому этот размер только для справки.Разный материал пластины, фильтр будет иметь разную высоту и вес.Данные о вспомогательном оборудовании приведены только для справки, они будут меняться в зависимости от производительности фильтра в различных шламах. | ||||||||
Техническая спецификация
| Модель VSPFⅢ | ВСПФⅢ-18 | ВСПФⅢ-24 | ВСПФⅢ-30 | ВСПФⅢ-36 | ВСПФⅢ-42 | ВСПФⅢ-48 | ВСПФⅢ-54 | ВСПФⅢ-60 | ВСПФⅢ-66 |
| площадь фильтра/м2 | 18 | 24 | 30 | 36 | 42 | 48 | 54 | 60 | 66 |
| размер пластины/мм | 3,0 м2/слой | ||||||||
| пластина Кол-во/слой | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| длина/м | 5.1 | ||||||||
| ширина/м | 5,5 | ||||||||
| высота/м | 4.3 | 4,5 | 4.9 | 5.4 | 5,8 | 6.3 | 6,8 | 7.2 | 7.7 |
| вес/т | 31 | 33 | 35 | 37 | 39 | 41 | 43 | 45 | 47 |
| мощность гидравлической станциикВт | 22 | ||||||||
| Напор экструзионного насоса/м | 40 | 55 | |||||||
| Производительность экструзионного насоса м3/ч | 136 Примечание: если давление экструзии превышает 1,3 МПа, эти данные равны 162. | 135 Примечание: если давление экструзии превышает 1,3 МПа, эти данные равны 166. | |||||||
| Мощность экструзионного насоса/кВт | 15 Примечание: если давление экструзии превышает 1,3 МПа, эти данные составляют 18,5 | 22 Примечание: если давление экструзии превышает 1,3 МПа, эти данные равны 30. | |||||||
Данные о вспомогательном оборудовании
| Напор насоса для промывки труб/м | 65 | ||||||||
| Производительность насоса для промывки труб, м3/ч | 26 | ||||||||
| Напор насоса для стирки ткани/м | 70 | ||||||||
| Производительность насоса для стирки белья, м3/ч | 16 | ||||||||
| Напор насоса подачи навозной жижи/м | 70 | ||||||||
| Производительность насоса подачи шлама м3/ч | По данным навозной жижи на выбор | ||||||||
| Давление сушки на воздухе/МПа | 0,8 | ||||||||
| Расход воздушного компрессора для осушения воздуха м3/мин | По данным навозной жижи на выбор | ||||||||
| Объем резервуара для сушки воздуха/м3 | 8 | 10 | 10 | 12 | 12 | 15 | 15 | 20 | 20 |
| Давление воздуха для приборов/МПа | 0,7 | ||||||||
| Расход воздушного компрессора для инструментов, м3/мин | 0,5 | ||||||||
| Объем воздушного резервуара КИП/м3 | 1 | ||||||||
| Примечание: размер контура оборудования является основным размером, а не размером деталей, поэтому этот размер только для справки.Разный материал пластины, фильтр будет иметь разную высоту и вес.Данные о вспомогательном оборудовании приведены только для справки, они будут меняться в зависимости от производительности фильтра в различных шламах. | |||||||||
Техническая спецификация
| Модель ВСПФⅣ | ВСПФⅣ-60 | ВСПФⅣ-72 | ВСПФⅣ-84 | ВСПФⅣ-96 | ВСПФⅣ-108 | ВСПФⅣ-120 | ВСПФⅣ-132 | ВСПФⅣ-144 | ВСПФⅣ-156 | ВСПФⅣ-168 |
| Площадь фильтра/м2 | 60 | 72 | 84 | 96 | 108 | 120 | 132 | 144 | 156 | 168 |
| Размер плиты/мм | 6м2/слой | |||||||||
| Пластина Кол-во/слой | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 |
| Длина/м | 7.1 | |||||||||
| Ширина/м | 5,5 | |||||||||
| Высота/м | 5.4 | 5,8 | 6.2 | 6,6 | 6,9 | 7.2 | 7.6 | 7,9 | 8.3 | 8,6 |
| Вес/т | 92 | 96 | 100 | 104 | 108 | 112 | 116 | 120 | 124 | 128 |
| Мощность гидравлической станции/кВт | 30 | 37 | ||||||||
| Напор экструзионного насоса/м | 110 | 150 | ||||||||
| Производительность экструзионного насоса м3/ч | 126 Примечание: если давление экструзии превышает 1,3 МПа, эти данные равны 168. | 128 Примечание: если давление экструзии превышает 1,3 МПа, эти данные составляют 162,5 | ||||||||
| Мощность экструзионного насоса/кВт | 37 Примечание: если давление экструзии превышает 1,3 МПа, эти данные равны 45. | 55 Примечание: > 1,3 МПа, эти данные 75 | ||||||||
Данные о вспомогательном оборудовании
| Напор насоса для промывки труб/м | 72 | |||||||||
| Производительность насоса для промывки труб, м3/h | 36 | |||||||||
| Напор насоса для стирки ткани/м | 70 | |||||||||
| Производительность насоса для стирки ткани, м3/h | 20 | |||||||||
| Напор насоса подачи навозной жижи/м | 70 | |||||||||
| Производительность насоса подачи шлама, м3/h | По данным навозной жижи на выбор | |||||||||
| Давление сушки на воздухе/МПа | 0,8 | |||||||||
| Расход воздушного компрессора для осушения воздуха м3/мин | По данным навозной жижи на выбор | |||||||||
| Объем резервуара для сушки воздуха/м3 | 20 | 20 | 25 | 30 | 35 | 35 | 40 | 40 | 45 | 45 |
| Давление воздуха для приборов/МПа | 0,7 | |||||||||
| Расход воздушного компрессора для приборов м3/мин | 1 | |||||||||
| Объем воздушного резервуара приборов/м3 | 2 | |||||||||
| Примечание: размер контура оборудования является основным размером, а не размером деталей, поэтому этот размер только для справки.Разный материал пластины, фильтр будет иметь разную высоту и вес.Данные о вспомогательном оборудовании приведены только для справки, они будут меняться в зависимости от производительности фильтра в различных шламах. | ||||||||||
Области применения
Он широко используется в городских сточных водах, текстильной печати и окрашивании, гальванике, производстве бумаги, кожевенном производстве, пивоварении, пищевой промышленности, промывке угля, нефтехимической промышленности, химии, металлургии, разделении минералов, фармацевтике, обезвоживании шлама керамической промышленности и т. Д., Также используется в промышленное производство разделение твердой и жидкой фаз или процесс жидкостного выщелачивания.
| Нет. | Название материала | Плотность корма (г/л) | Давление воды при экструзии (МПа) | Толщина торта (мм) | Влажность кека (%) | Производительность кг/м2.ч |
| 1 | 4А-цеолит | 150~295 | 1,4 | 35 | 19~22 | 190~200 |
| 2 | сульфурет | ≈50 | 1,2 | 30 | 30 | 120 |
| 3 | Вести | ≈50 | 1,2 | 30 | 15~20 | 35 |
| 4 | Медный шлак | 600 | 1,6 | 40 | 8~9 | 310 |
| 5 | Сульфат сточных вод | 80 | 1,6 | 45 | 28~35 | 120~175 |
| 6 | Золотые хвосты кальцинирования | 300 | 1,6 | 35 | 14~18 | 300~340 |
| 7 | Высокодисперсный гидроксид алюминия | 15~20% | 1,6 | 20 | 29,5~32 | 65 |
| 8 | концентрация Cu-Ni | 66,7 | 1,6 | 30 | 9,78 | 257 |
| 9 | Концентрация меди | 45~50 | 1,6 | 35 | 7.6 | 360 |
| 10 | концентрация никеля | 45~50 | 1,6 | 30 | 8 | 300~400 |
| 11 | Тантал-ниобиевая корюшка | 1,6 | 20~25 | 200 | ||
| 12 | Угольный шлам | 30~35% | 1,6 | 30 | 16~17 | 300 |
| 14 | Золотые хвосты после флотации | 20~30% | 1,6 | 35 | 12~18 | 300 |
| 15 | Маннитол | 1,5 | 12 | 35 | ||
| 16 | Порошок оксида цинка | 57% | 1,6 | 18 | 20 | 90 |
| 17 | Остаток выщелачивания оксида цинка | 50% | 1,6 | 10 | 18~20 | 70 |
| 18 | Концентрат серы | 10% | 1,6 | 20 | 25~35 | 200 |
Структура оборудования
Структура группы плит
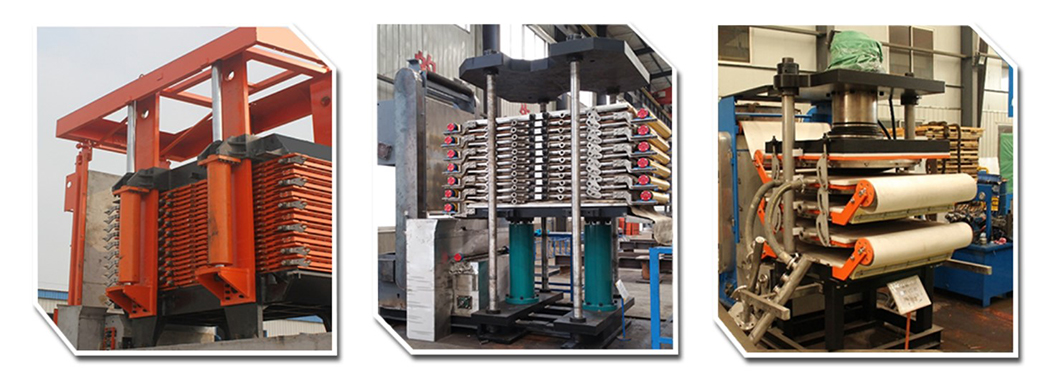
Производство фотографий

Главные части

Использование сайта






